









ಪೌಡರ್ ಫೀಡಿಂಗ್ ನಳಿಕೆ
1. ಮೂರು-ಮಾರ್ಗ/ನಾಲ್ಕು-ಮಾರ್ಗ ಏಕಾಕ್ಷ ಪುಡಿ ಫೀಡಿಂಗ್ ನಳಿಕೆ: ಪುಡಿ ನೇರವಾಗಿ ಮೂರು-ಮಾರ್ಗ/ನಾಲ್ಕು-ಮಾರ್ಗದಿಂದ ಔಟ್ಪುಟ್ ಆಗುತ್ತದೆ, ಒಂದು ಹಂತದಲ್ಲಿ ಒಮ್ಮುಖವಾಗುತ್ತದೆ, ಒಮ್ಮುಖ ಬಿಂದುವು ಚಿಕ್ಕದಾಗಿದೆ, ಪುಡಿ ದಿಕ್ಕು ಗುರುತ್ವಾಕರ್ಷಣೆಯಿಂದ ಕಡಿಮೆ ಪ್ರಭಾವಿತವಾಗಿರುತ್ತದೆ ಮತ್ತು ದಿಕ್ಕು ಉತ್ತಮವಾಗಿದೆ, ಮೂರು ಆಯಾಮದ ಲೇಸರ್ ಪುನಃಸ್ಥಾಪನೆ ಮತ್ತು 3D ಮುದ್ರಣಕ್ಕೆ ಸೂಕ್ತವಾಗಿದೆ.
2. ಉಂಗುರಾಕಾರದ ಏಕಾಕ್ಷ ಪುಡಿ ಫೀಡಿಂಗ್ ನಳಿಕೆ: ಪುಡಿಯನ್ನು ಮೂರು ಅಥವಾ ನಾಲ್ಕು ಚಾನಲ್ಗಳ ಮೂಲಕ ಇನ್ಪುಟ್ ಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಆಂತರಿಕ ಏಕರೂಪೀಕರಣ ಚಿಕಿತ್ಸೆಯ ನಂತರ, ಪುಡಿಯನ್ನು ಉಂಗುರದಲ್ಲಿ ಔಟ್ಪುಟ್ ಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಒಮ್ಮುಖವಾಗುತ್ತದೆ. ಒಮ್ಮುಖ ಬಿಂದುವು ತುಲನಾತ್ಮಕವಾಗಿ ದೊಡ್ಡದಾಗಿದೆ, ಆದರೆ ಹೆಚ್ಚು ಏಕರೂಪವಾಗಿದೆ ಮತ್ತು ದೊಡ್ಡ ಚುಕ್ಕೆಗಳೊಂದಿಗೆ ಲೇಸರ್ ಕರಗುವಿಕೆಗೆ ಹೆಚ್ಚು ಸೂಕ್ತವಾಗಿದೆ. ಇದು 30° ಒಳಗೆ ಇಳಿಜಾರಿನ ಕೋನದೊಂದಿಗೆ ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ಗೆ ಸೂಕ್ತವಾಗಿದೆ.
3. ಸೈಡ್ ಪೌಡರ್ ಫೀಡಿಂಗ್ ನಳಿಕೆ: ಸರಳ ರಚನೆ, ಕಡಿಮೆ ವೆಚ್ಚ, ಅನುಕೂಲಕರ ಅನುಸ್ಥಾಪನೆ ಮತ್ತು ಹೊಂದಾಣಿಕೆ; ಪೌಡರ್ ಔಟ್ಲೆಟ್ಗಳ ನಡುವಿನ ಅಂತರವು ದೂರದಲ್ಲಿದೆ ಮತ್ತು ಪೌಡರ್ ಮತ್ತು ಬೆಳಕಿನ ನಿಯಂತ್ರಣವು ಉತ್ತಮವಾಗಿದೆ. ಆದಾಗ್ಯೂ, ಲೇಸರ್ ಕಿರಣ ಮತ್ತು ಪೌಡರ್ ಇನ್ಪುಟ್ ಅಸಮಪಾರ್ಶ್ವವಾಗಿದೆ ಮತ್ತು ಸ್ಕ್ಯಾನಿಂಗ್ ದಿಕ್ಕು ಸೀಮಿತವಾಗಿದೆ, ಆದ್ದರಿಂದ ಇದು ಯಾವುದೇ ದಿಕ್ಕಿನಲ್ಲಿ ಏಕರೂಪದ ಕ್ಲಾಡಿಂಗ್ ಪದರವನ್ನು ಉತ್ಪಾದಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ, ಆದ್ದರಿಂದ ಇದು 3D ಕ್ಲಾಡಿಂಗ್ಗೆ ಸೂಕ್ತವಲ್ಲ.
4. ಬಾರ್-ಆಕಾರದ ಪುಡಿ ಫೀಡಿಂಗ್ ನಳಿಕೆ: ಪೌಡರ್ ಔಟ್ಪುಟ್ ಮಾಡ್ಯೂಲ್ನಿಂದ ಏಕರೂಪೀಕರಣ ಚಿಕಿತ್ಸೆಯ ನಂತರ, ಬಾರ್-ಆಕಾರದ ಪುಡಿಯನ್ನು ಔಟ್ಪುಟ್ ಮಾಡಿ ಮತ್ತು ಒಂದೇ ಸ್ಥಳದಲ್ಲಿ ಸಂಗ್ರಹಿಸಿ 16mm*3mm (ಕಸ್ಟಮೈಸ್ ಮಾಡಬಹುದಾದ) ಸ್ಟ್ರಿಪ್-ಆಕಾರದ ಪೌಡರ್ ಸ್ಪಾಟ್ ಮತ್ತು ಅನುಗುಣವಾದ ಸಂಯೋಜನೆಯನ್ನು ರೂಪಿಸುತ್ತದೆ. ಸ್ಟ್ರಿಪ್-ಆಕಾರದ ಕಲೆಗಳು ದೊಡ್ಡ-ಸ್ವರೂಪದ ಲೇಸರ್ ಮೇಲ್ಮೈ ದುರಸ್ತಿಯನ್ನು ಅರಿತುಕೊಳ್ಳಬಹುದು ಮತ್ತು ದಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚು ಸುಧಾರಿಸಬಹುದು.
ಪೌಡರ್ ಫೀಡರ್
ಡಬಲ್ ಬ್ಯಾರೆಲ್ ಪೌಡರ್ ಫೀಡರ್ ಮುಖ್ಯ ನಿಯತಾಂಕಗಳು
ಪೌಡರ್ ಫೀಡರ್ ಮಾದರಿ: EMP-PF-2-1
ಪೌಡರ್ ಫೀಡಿಂಗ್ ಸಿಲಿಂಡರ್: ಡ್ಯುಯಲ್-ಸಿಲಿಂಡರ್ ಪೌಡರ್ ಫೀಡಿಂಗ್, ಪಿಎಲ್ಸಿ ಸ್ವತಂತ್ರವಾಗಿ ನಿಯಂತ್ರಿಸಬಹುದಾದ
ನಿಯಂತ್ರಣ ಮೋಡ್: ಡೀಬಗ್ ಮಾಡುವಿಕೆ ಮತ್ತು ಉತ್ಪಾದನಾ ಮೋಡ್ ನಡುವೆ ವೇಗದ ಬದಲಾವಣೆ
ಆಯಾಮಗಳು: 600mmX500mmX1450mm (ಉದ್ದ, ಅಗಲ ಮತ್ತು ಎತ್ತರ)
ವೋಲ್ಟೇಜ್: 220VAC, 50HZ;
ಶಕ್ತಿ: ≤1kw
ಕಳುಹಿಸಬಹುದಾದ ಪುಡಿ ಕಣದ ಗಾತ್ರ: 20-200μm
ಪೌಡರ್ ಫೀಡಿಂಗ್ ಡಿಸ್ಕ್ ವೇಗ: 0-20 rpm ಸ್ಟೆಪ್ಲೆಸ್ ವೇಗ ನಿಯಂತ್ರಣ;
ಪೌಡರ್ ಫೀಡಿಂಗ್ ಪುನರಾವರ್ತಿತ ನಿಖರತೆ: <±2%;
ಅಗತ್ಯವಿರುವ ಅನಿಲ ಮೂಲ: ಸಾರಜನಕ/ಆರ್ಗಾನ್
ಇತರೆ: ಕಾರ್ಯಾಚರಣೆಯ ಇಂಟರ್ಫೇಸ್ ಅನ್ನು ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಕಸ್ಟಮೈಸ್ ಮಾಡಬಹುದು.


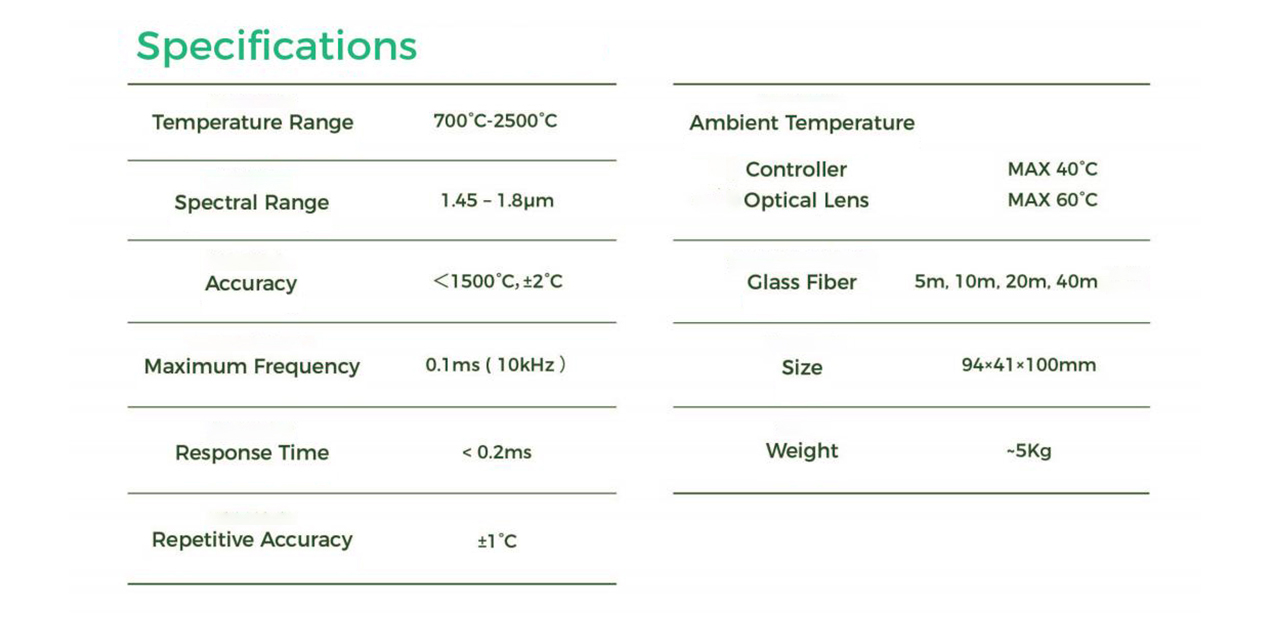
ಲೇಸರ್ ಪೈರೋಮೀಟರ್
ಲೇಸರ್ ಕ್ವೆನ್ಚಿಂಗ್, ಕ್ಲಾಡಿಂಗ್ ಮತ್ತು ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆ ಮುಂತಾದ ಕ್ಲೋಸ್ಡ್-ಲೂಪ್ ತಾಪಮಾನ ನಿಯಂತ್ರಣವು ಅಂಚುಗಳು, ಮುಂಚಾಚಿರುವಿಕೆಗಳು ಅಥವಾ ರಂಧ್ರಗಳ ಗಟ್ಟಿಯಾಗಿಸುವ ತಾಪಮಾನವನ್ನು ನಿಖರವಾಗಿ ನಿರ್ವಹಿಸುತ್ತದೆ.
ಪರೀಕ್ಷಾ ತಾಪಮಾನದ ವ್ಯಾಪ್ತಿಯು 700℃ ನಿಂದ 2500℃ ವರೆಗೆ ಇರುತ್ತದೆ.
ಕ್ಲೋಸ್ಡ್-ಲೂಪ್ ನಿಯಂತ್ರಣ, 10kHz ವರೆಗೆ.
ಶಕ್ತಿಶಾಲಿ ಸಾಫ್ಟ್ವೇರ್ ಪ್ಯಾಕೇಜ್ಗಳು
ಪ್ರಕ್ರಿಯೆ ಸೆಟಪ್, ದೃಶ್ಯೀಕರಣ ಮತ್ತು
ಡೇಟಾ ಸಂಗ್ರಹಣೆ.
ಆಟೋಮೇಷನ್ ಲೈನ್ಗಾಗಿ 24V ಡಿಜಿಟಲ್ ಮತ್ತು ಅನಲಾಗ್ 0-10V l/O ಹೊಂದಿರುವ ಕೈಗಾರಿಕಾ l/O ಟರ್ಮಿನಲ್ಗಳು
ಏಕೀಕರಣ ಮತ್ತು ಲೇಸರ್ ಸಂಪರ್ಕ.
ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ ಅನುಕೂಲಗಳು


ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ ಅನ್ವಯಿಕೆಗಳು
●ಆಟೋಮೋಟಿವ್ ಉದ್ಯಮದಲ್ಲಿ, ಉದಾಹರಣೆಗೆ ಎಂಜಿನ್ ಕವಾಟಗಳು, ಸಿಲಿಂಡರ್ ಗ್ರೂವ್ಗಳು, ಗೇರ್ಗಳು, ಎಕ್ಸಾಸ್ಟ್ ವಾಲ್ವ್ ಸೀಟುಗಳು ಮತ್ತು ಹೆಚ್ಚಿನ ಉಡುಗೆ ಪ್ರತಿರೋಧ, ಶಾಖ ನಿರೋಧಕತೆ ಮತ್ತು ತುಕ್ಕು ನಿರೋಧಕತೆಯ ಅಗತ್ಯವಿರುವ ಕೆಲವು ಭಾಗಗಳು;
●ಏರೋಸ್ಪೇಸ್ ಉದ್ಯಮದಲ್ಲಿ, ಟೈಟಾನಿಯಂ ಮಿಶ್ರಲೋಹಗಳ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಹರಿಸಲು ಕೆಲವು ಮಿಶ್ರಲೋಹ ಪುಡಿಗಳನ್ನು ಟೈಟಾನಿಯಂ ಮಿಶ್ರಲೋಹಗಳ ಮೇಲ್ಮೈಯಲ್ಲಿ ಹೊದಿಸಲಾಗುತ್ತದೆ. ದೊಡ್ಡ ಘರ್ಷಣೆ ಗುಣಾಂಕ ಮತ್ತು ಕಳಪೆ ಉಡುಗೆ ಪ್ರತಿರೋಧದ ಅನಾನುಕೂಲಗಳು;
●ಅಚ್ಚು ಉದ್ಯಮದಲ್ಲಿ ಅಚ್ಚಿನ ಮೇಲ್ಮೈಯನ್ನು ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ ಮೂಲಕ ಸಂಸ್ಕರಿಸಿದ ನಂತರ, ಅದರ ಮೇಲ್ಮೈ ಗಡಸುತನ, ಉಡುಗೆ ಪ್ರತಿರೋಧ ಮತ್ತು ಹೆಚ್ಚಿನ ತಾಪಮಾನದ ಪ್ರತಿರೋಧವು ಗಮನಾರ್ಹವಾಗಿ ಸುಧಾರಿಸುತ್ತದೆ;
●ಉಕ್ಕಿನ ಉದ್ಯಮದಲ್ಲಿ ರೋಲ್ಗಳಿಗೆ ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ ಅಳವಡಿಕೆ ಬಹಳ ಸಾಮಾನ್ಯವಾಗಿದೆ.
ನಿಯತಾಂಕ
ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ನ ಕಾರ್ಯಾಚರಣೆಯ ತತ್ವ
ತಲಾಧಾರದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಹೊದಿಕೆಯ ವಸ್ತುಗಳನ್ನು ಸೇರಿಸುವ ಮೂಲಕ ಮತ್ತು ಹೆಚ್ಚಿನ ಶಕ್ತಿ-ಸಾಂದ್ರತೆಯ ಲೇಸರ್ ಕಿರಣವನ್ನು ಬಳಸಿಕೊಂಡು ಅದನ್ನು ತಲಾಧಾರದ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ತೆಳುವಾದ ಪದರದೊಂದಿಗೆ ಬೆಸೆಯುವ ಮೂಲಕ, ಲೋಹಶಾಸ್ತ್ರೀಯವಾಗಿ ಬಂಧಿತ ಹೊದಿಕೆಯ ಪದರವು ತಲಾಧಾರದ ಮೇಲ್ಮೈಯಲ್ಲಿ ರೂಪುಗೊಳ್ಳುತ್ತದೆ.
ನಾವು ತಿಳಿದುಕೊಳ್ಳಬೇಕು
ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ ನಿಮಗೆ ಸೂಕ್ತವಾಗಿದೆಯೇ ಎಂದು ತಿಳಿಯಲು ನೀವು ಬಯಸಿದರೆ, ನೀವು ಈ ಕೆಳಗಿನ ಅಂಶಗಳನ್ನು ಹೇಳಬೇಕು:
1. ನಿಮ್ಮ ಉತ್ಪನ್ನ ಯಾವ ವಸ್ತು; ಯಾವ ವಸ್ತುವಿಗೆ ಕ್ಲಾಡಿಂಗ್ ಅಗತ್ಯವಿದೆ;
2. ಉತ್ಪನ್ನದ ಆಕಾರ ಮತ್ತು ಗಾತ್ರ, ಫೋಟೋಗಳನ್ನು ಒದಗಿಸುವುದು ಉತ್ತಮ;
3. ನಿಮ್ಮ ನಿರ್ದಿಷ್ಟ ಸಂಸ್ಕರಣಾ ಅವಶ್ಯಕತೆಗಳು: ಸಂಸ್ಕರಣೆಯ ಸ್ಥಾನ, ಅಗಲ, ದಪ್ಪ ಮತ್ತು ಸಂಸ್ಕರಣೆಯ ನಂತರ ಉತ್ಪನ್ನದ ಕಾರ್ಯಕ್ಷಮತೆ;
4. ಸಂಸ್ಕರಣಾ ದಕ್ಷತೆಯ ಅಗತ್ಯವಿದೆ;
5. ವೆಚ್ಚದ ಅವಶ್ಯಕತೆ ಏನು?
6. ಲೇಸರ್ ಪ್ರಕಾರ (ಆಪ್ಟಿಕಲ್ ಫೈಬರ್ ಅಥವಾ ಸೆಮಿಕಂಡಕ್ಟರ್), ಎಷ್ಟು ಶಕ್ತಿ, ಮತ್ತು ಅಪೇಕ್ಷಿತ ಫೋಕಸ್ ಗಾತ್ರ; ಅದು ಪೋಷಕ ರೋಬೋಟ್ ಆಗಿರಲಿ ಅಥವಾ ಯಂತ್ರೋಪಕರಣವಾಗಲಿ;
7. ನೀವು ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಬಗ್ಗೆ ಪರಿಚಿತರಾಗಿದ್ದೀರಾ ಮತ್ತು ನಿಮಗೆ ತಾಂತ್ರಿಕ ಬೆಂಬಲ ಬೇಕೇ;
8. ಲೇಸರ್ ಕ್ಲಾಡಿಂಗ್ ಹೆಡ್ನ ತೂಕಕ್ಕೆ ಯಾವುದೇ ನಿಖರವಾದ ಅವಶ್ಯಕತೆ ಇದೆಯೇ (ವಿಶೇಷವಾಗಿ ರೋಬೋಟ್ ಅನ್ನು ಬೆಂಬಲಿಸುವಾಗ ರೋಬೋಟ್ನ ಹೊರೆಯನ್ನು ಪರಿಗಣಿಸಬೇಕು);
9. ವಿತರಣಾ ಸಮಯದ ಅವಶ್ಯಕತೆ ಏನು?
10. ನಿಮಗೆ ಪ್ರೂಫಿಂಗ್ ಅಗತ್ಯವಿದೆಯೇ (ಬೆಂಬಲ ಪ್ರೂಫಿಂಗ್)







